

Intro til OEE (måling af maskinudnyttelse) OEE er en datadrevet metode til optimering af en…

Senest opdateret 14. marts 2026
Hvad er OEE? Hvad betyder OEE? Hvordan beregnes OEE?
OEE er en forkortelse for “Overall Equipment Efficiency”. Oversat til dansk står OEE for en “maskines udnyttelsesgrad” (maskinudnyttelsesgrad).
Læs mere om OEE og optimering af maskinkapacitet >

OEE giver flere data, som kan anvendes til optimering af kapacitet og produktivitet:
- Udnyttelsesgraden af maskine/linje – per skift, ordre, varetype o.l.
- Årsager til maskinstop
- Årsager til hastighedstab
- Årsager til kvalitetstab
- Vedligeholds evne til at holde maskiner kørende

Effekt ved at hæve OEE
Der er flere markante effekter ved at hæve OEE:
- Højere maskinkapacitet
- Højere medarbejder-produktivitet (mindre spildtid)
- Udsætter maskininvesteringer
- Bedre trivsel
- Bedre og mere stabil kundeservice
Stopårsager
I arbejdet med OEE skal man definere nogle stopårsager, som operatører kan vælge imellem, når de skal angive en årsag til et maskinstop.
Eksempler på stopårsager
Her blot et eksempel på stopårsager – som inspiration.
Overordnet er her 6 stopgrupper:
Flexkom:
Strategi, målstyring, fra hamster- til forbedringshjul, stærk problemløsning…
Vi har hjulpet Toyota – mød Flexkom >

Under hver gruppe finder vi så forskellige stopårsager:
Eksempel under “Planlægning og mandskab”:

Mange vælger kun én årsag til “omstilling”
Desuden vælger mange virksomheder, at man kun kan vælge “omstillingstid” – ved en omstilling.
Men hvad sker der nu hvis vi har meget omstillingstid?
Vi skal naturligvis lave en SMED-analyse, så vi kan reducere omstillingstiden.
Her et eksempel på en virksomhed, hvor der kun er én mulighed for omstillingstid:
Er “omstillingstid” som årsag for simpelt?
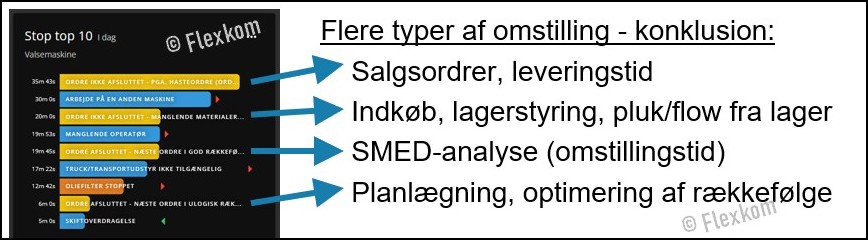
Men kan omstillinger have andre årsager end tid?
Ja – eksempler:
- Hasteordrer fra salg
- Mateterialemangel fra indkøb
- Dårlig materialekvalitet fra indkøb
- Dårlig ordrerækkefølge fra planlægning
- osv.
Hvad er det rette niveau af “omstillingstid”?
Man skal naturligvis finde en balance – for ikke at få for mange stopårsager. En mulighed ved mange årsager er, at få en OEE-system, som kan håndtere et “hierarki”. Det gør det lettere for operatørerne.
Her et eksempel på flere detaljer omkring stopårsager:
OEE stopårsager – inden for omstillingstidFaktisk kunne man godt argumentere for flere detaljer – flere mulige årsager til omstillinger:
- Omstilling pga. værktøjsproblemer (tekniske problemer)
- Omstilling pga. mandskabsmangel (fordi ordren ikke kan gennemføres med den aktuelle bemanding)
- …ja der er sikkert flere!
Hvad resultatet af de ekstra detaljer?
Hvis vi kun har én stopårsag for omstillingstid – så vil vi typisk lave en SMED-analyse. Som tidligere nævnt.
Med de ekstra detaljer, kan vi nu mere målrettet kigge i værktøjskassen!
Anbefaling
Find det rette detaljeringsniveau – hvor I får den rette viden til målrettede forbedringer!
Læs mere om OEE
Se et overblik over alle indlæg om OEE maskinudnyttelse >
KOM I GANG MED OEE
- Se Flexkoms OEE-løsninger >
- Prøv en OEE-måling gratis i 30 dage >
- Se eksempler på OEE business cases >
Dansk Lean Forum
Af Mikkel Smith, Flexkom
Andre artikler der kunne have din interesse...




Dette indlæg har 0 kommentarer