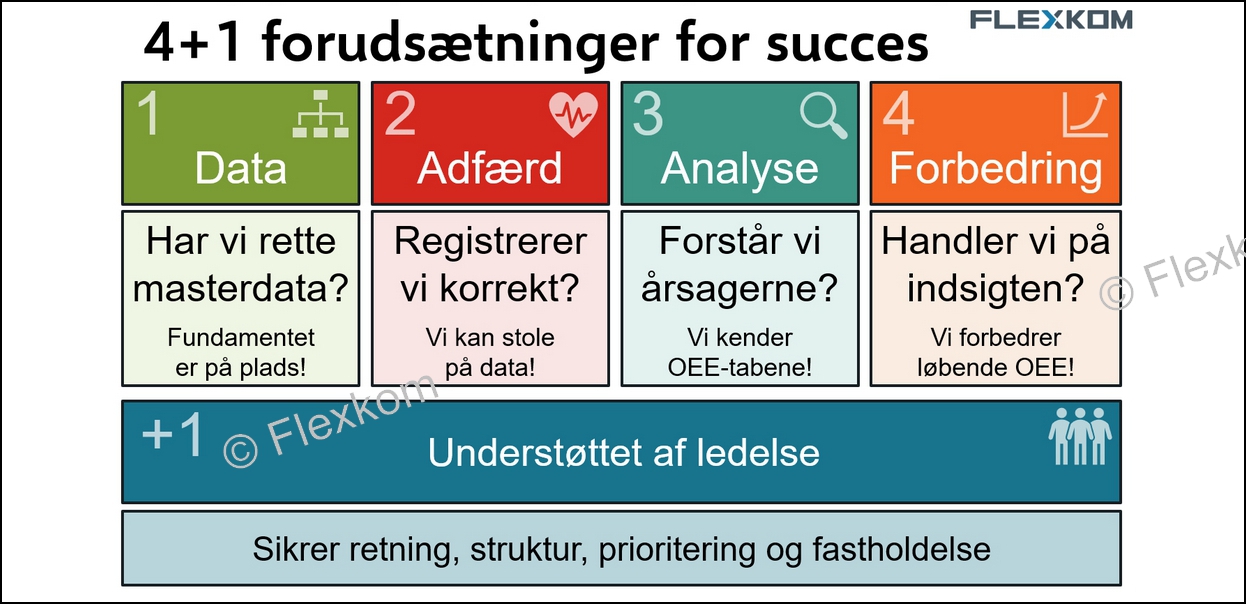
OEE-forbedringer har flere forudsætninger Vores bud på 4+1 forudsætninger Vi har netop opdateret vores model…
Senest opdateret 19. januar 2022
Man bør kende OEE på flaskehalse
Ofte hører man fra en værkfører eller produktionschef – “flaskehalsen er udnyttet maksimalt – vi kører tre skift og kan ikke presse flere emner ud af maskinen…”.
Synspunktet kan umiddelbart synes rigtig, når man betragter maskinen og den operatør der passer den.
Operatøren er hele tiden beskæftiget…
med at putte emner i
med at tage emner ud
med at stille om til en anden variant
med at hente emner
med at køre færdige emner væk
Flexkom:
Strategi, målstyring, fra hamster- til forbedringshjul, stærk problemløsning…
Vi har hjulpet Toyota – mød Flexkom >
med at hente en vedligeholder fordi maskinen har lidt stop engang imellem
og så er der selvfølgelig også et par møder, pauser og toiletbesøg der skal passes…
mm.
Synspunktet at “maskinen er udnyttet maksimalt” er en subjektiv vurdering. En subjektiv vurdering der ofte også anvendes når ledelsen skal overbevises om, at der er behov for at købe en ekstra maskine af den pågældende flaskehals, så produktionskapaciteten kan hæves.
Desværre må det ofte konstateres, at vurderingen er forkert. Der er ofte masser af kapacitetet i sådanne flaskehalse. Det første man bør gøre er, at måle flaskehals-maskiners OEE. OEE står for Overall Equipment Efficiency og betyder på godt dansk “maskinens udnyttelsesgrad”.
Se eksempel på OEE-måleudstyr >.
Hvad er OEE? Hvad kan kendskabet til OEE anvendes til?
OEE fortæller hvor god man er til at udnytte kapaciteten på en maskine. Typisk for danske virksomheder, som ikke har fokus på Lean og OEE, er omkring 35-50% udnyttelse. Den maksimale udnyttelsesgrad er normalt minimum 80% – afhængig af maskine, produktionstype mm. Så med andre ord, ligger der en potentiel stigning i kapaciteten på ca. 50%! Det er ganske vanvittigt, når man tænker på hvor mange millioner der bliver brugt på at kopiere en flaskehals-maskine for at hæve kapaciteten. Hvor mange gange kunne man have nøjes med at hæve kapaciteten på den eksisterende maskine?
Med andre ord så kan kendskabet til OEE sikre, at man udnytter sit udstyr og sine maskiner. Og at man først investerer når tidspunktet er rigtig. OEE bør måles for alle kritiske maskiner og som minimum på flaskehalse.
Læs mere om OEE-måling >
Hvordan måles OEE?
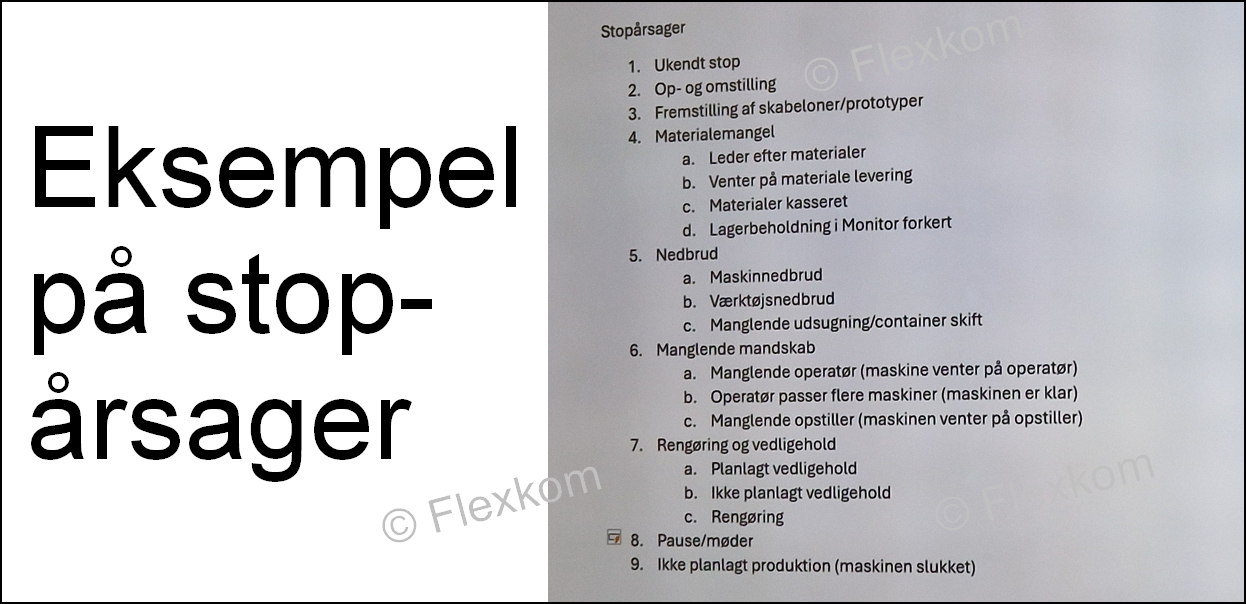
OEE er måling af en maskines udnyttelsesgrad. Det er vigtigt at understrege, at man måler på maskinen – ikke på operatøren. Målingen foretages ved, at man registrerer maskinens “åbningstid” (hvor meget tid maskinen er planlagt til at køre i et produktionsdøgn) og alle de stop der er i løbet af ovenstående tid. Det drejer sig om omstillinger, varer til/fra maskine, møder, vedligehold, pauser mm.
Alle tiderne registreres i et regneark hvor OEE beregnes. Samtidig vil registreringen vise, hvilken stop-type der er skyld i det største produktionstab – og derfor bør minimeres. Er der eksempelvis tale om omstillingstid, bør man anvende værktøjet SMED til at reducere omstillingstiden.
God fornøjelse med måling af OEE!
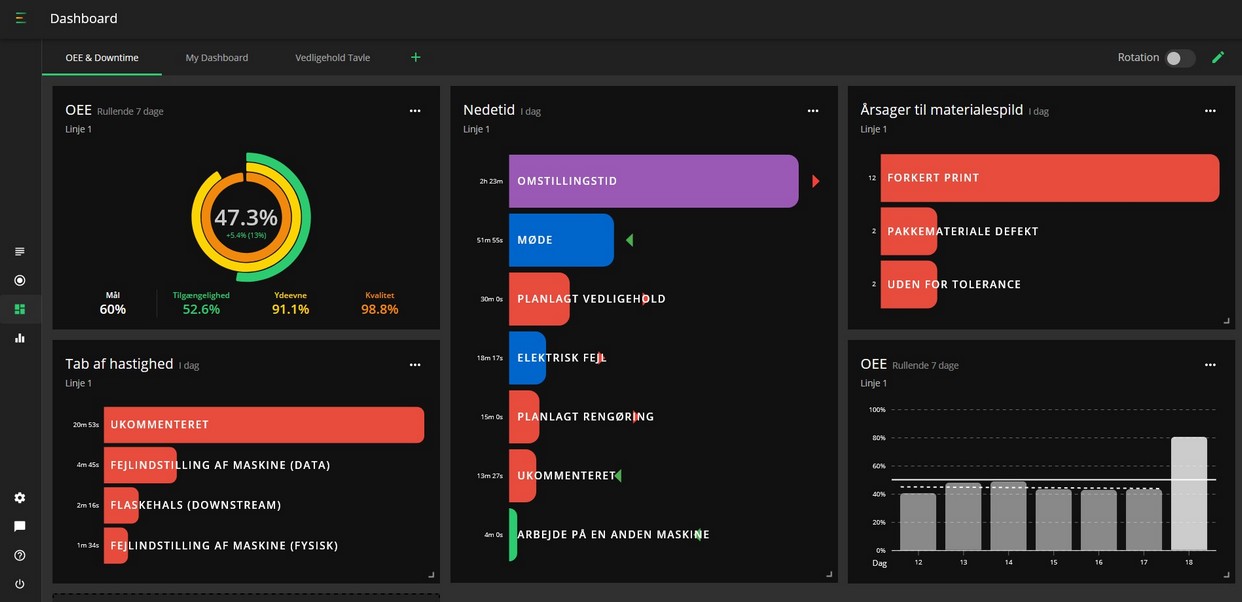
Eksempel på OEE-graf:

Læs mere
Læs mere om OEE – hvad er OEE og se eksempler på målemetoder i et andet indlæg på Dansk Lean Forum: Lean OEE og målemetoder >
På Flexkoms hjemmeside kan man downloade et OEE-regneark klar til brug (gratis) >
Dansk Lean Forum
Af Mikkel Smith, Flexkom
Flexkom – Lean værktøjer, Lean konsulenthjælp >
Lean kurser >
Andre artikler der kunne have din interesse...


Dette indlæg har 0 kommentarer