OEE-forbedringer har flere forudsætninger Vores bud på 4+1 forudsætninger Vi har netop opdateret vores model…
Senest opdateret 12. juni 2026
OEE-forbedringer har flere forudsætninger
Se vores bud på 4+1 forudsætninger
Vi har netop afholdt endnu et webinar, hvor vi kom omkring en række vigtige forudsætninger for optimal OEE-forbedringsarbejde.
Mange gange tolker vi hurtigt på top 5 stopårsagerne – og beslutter os for en indsats.
Eks. “vi har godt nok meget omstillingstid” – lad os lave en SMED-analyse (optimering af omstillinger).
- Men hvad hvis der ikke er tastet de rette stopårsager?
- Hvad hvis operatørerne tolker de mulige stopårsager forskelligt?
- Hvad hvis de mange omstillinger ikke skyldes “lange omstillinger”, men hasteordrer eller materialemangel?
- Hvad hvis der ikke er ejerskab til OEE – og motivation til at arbejde med forbedringer?
- Hvad hvis ledelsen ikke påtager sig den nødvendige rolle for succes?
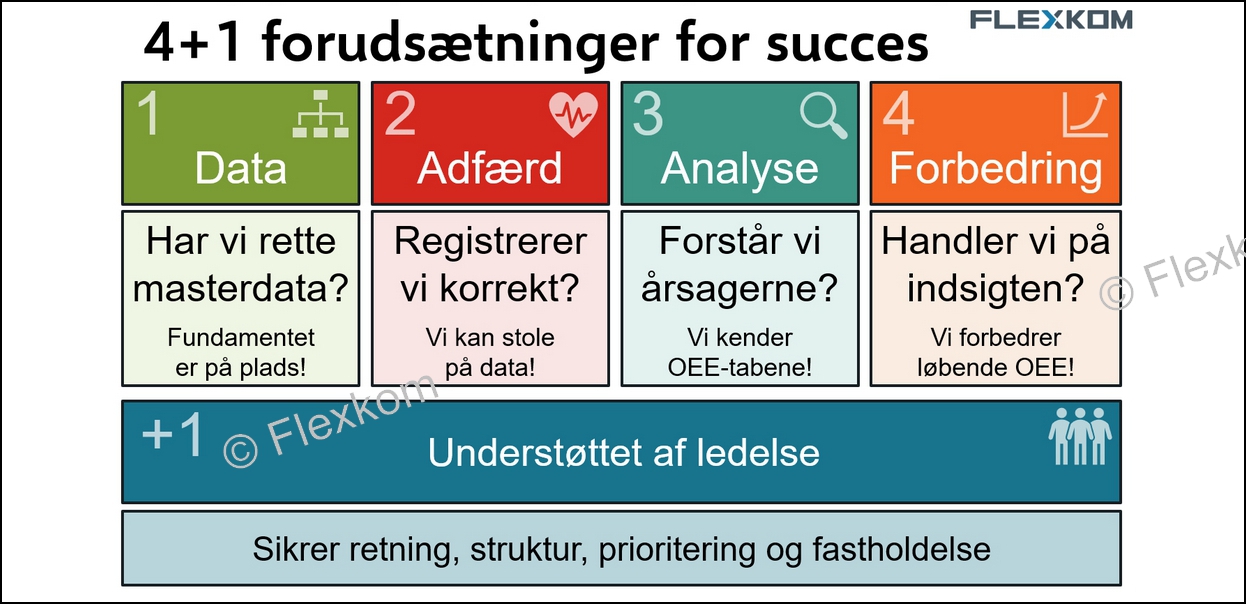
Overblik over de 4+1 OEE-forudsætninger
Vi har forsøgt med et overblik over de mulige forudsætninger for en god OEE-proces:
Detaljer i de 4+1 forudsætninger
Forudsætning #1: DataFørste forudsætning er de rette data.
Her anbefaler vi:
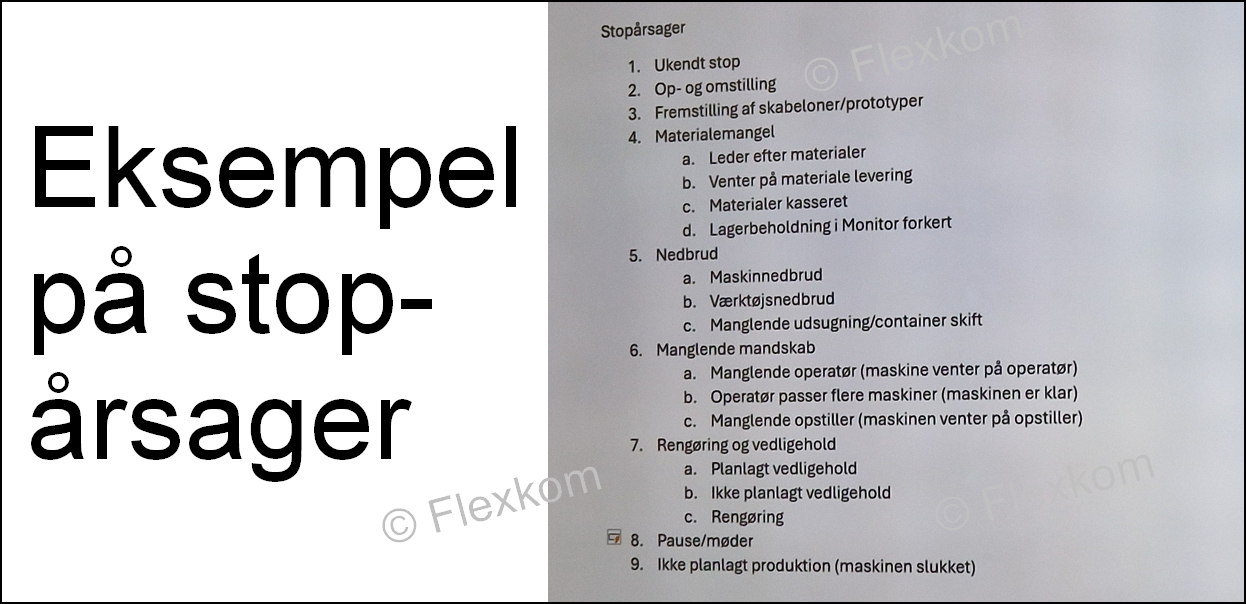
- At I definerer de rette stopårsager (og hastigheds- og kvalitetstab) – og er åben for løbende optimering. Her kan I med fordel involvere nogle “ambassadører” (medarbejdere). Definitionen af de rette årsager skal/bør også ske ud fra de strategiske målsætninger med OEE – mere kapacitet, mindre scrap, højere produktivitet o.l.
- Rette struktur – eks. hieraki på stopårsager (flere niveauer).
- Stopårsager der ikke kan misforstås – find eks. ud af det, ved løbende at følge op med operatørerne (feedback).
- I må ikke have flere stopårsager, end de alle kan være på operatørernes skærme – de skal ikke scrolle for at vælge en årsag.
- Desuden anbefaler vi en ”ejer” (afdeling/funktion) af alle årsager, så alle ved, hvem der skal tage action hvis en stopårsag er markant.
Eks. kan “Omstilling pga. materialemangel” ejes af “Indkøb”
“Omstillingstid pga. hasteordrer” ejes af “Salg” og
“Omstillingstid” ejes af “Produktionen”.
Se eksempel på stopårsager ved OEE-måling >
Forudsætning #2: Adfærd
Anden forudsætning er den rette adfærd.
Flexkom:
Strategi, målstyring, fra hamster- til forbedringshjul, stærk problemløsning…
Vi har hjulpet Toyota – mød Flexkom >
Her anbefaler vi:
- Det skal være let for operatører at vælge og taste – skærme skal stå tæt på og programmet skal være super let.
- Der skal ske en løbende indtastning af stopårsager – det skal ikke ske sidst på dagen (hver time?).
- Der skal ske en løbende opfølgning om rette valg af årsager – leder skal være nysgerrig og løbende følge op ved maskinerne.
Forudsætning #3: Analyser
Tredje forudsætning er de rette analyser.
Her anbefaler vi:
- I må ikke blot antage – ”aha så årsagen…” > “det vil sige, at løsningen er…”. Vi anbefaler, at I bruger struktureret problemløsning (eks. fiskeben) til at finde ind til de reelle årsager – og ikke blot symptombehandler
- En måde at få de rette tolkninger er også, at I viser LIVE OEE data på storskærme – og har en løbende dialog med alle “interessenter til OEE” (læs mere om OEE som én KPI til hele organisationen >)
Forudsætning #4: Forbedringer
Sidste forudsætning for en god OEE optimeringsproces.
Her anbefaler vi:
- Rette valg ud fra analyser i step 3. I skal kende til værktøjskassen og vælge den eller de rette indsatser.
Læs om top 10 værktøjer/indsatser til at forbedre OEE > - Husk kun at have få igangværende opgaver – fuld fokus. Lad være med at sætte mange opgaver i gang – det skaber ingen effekt.
- Sørg for opfølgning og fastholdelse via PDCA-proces (PDCA-forbedringshjulet).
- Afhold eks. et ugentligt OEE-forbedringsmøde hvor OEE kan være det centrale målepunkt for hele organisationen.
- Husk at bruge de ejere, som I udpegede i “Forudsætning #1”.
Forudsætning – den ekstra: Ledelse
Den ekstra forudsætning for en god OEE optimeringsproces er den nødvendige ledelsesadfærd.
Her anbefaler vi:
- En klar kobling til strategi – læs eks. om vores HIT-strategiværktøj >
- En klar og entydig struktur – både omkring ansvar og roller – omkring daglige og ugentlige forbedringsmøder osv.
- Klar og entydig kommunikation – ingen misforståelse og tolkningsmuligheder
- En daglig opfølgning og nysgerrighed – skabe en forbedringskultur
- Sidst men ikke mindst en evne til at fastholde og gennemføre en stærk OEE-forbedringsproces – gerne inspireret af PDCA-tankegangen
Læs mere om OEE
Se et overblik over alle indlæg om OEE maskinudnyttelse >
KOM I GANG MED OEE
- Se Flexkoms OEE-løsninger >
- Prøv en OEE-måling gratis i 30 dage >
- Se eksempler på OEE business cases >
Dansk Lean Forum
Af Mikkel Smith, Flexkom
Andre artikler der kunne have din interesse...


Dette indlæg har 0 kommentarer